一、項目介紹
1、項目工藝介紹
弧形鋸是用于切割圓弧木板的機械。機械特點是加工的圓弧半徑大,電機負載大。
2、項目應用的產品
二、控制系統的構成
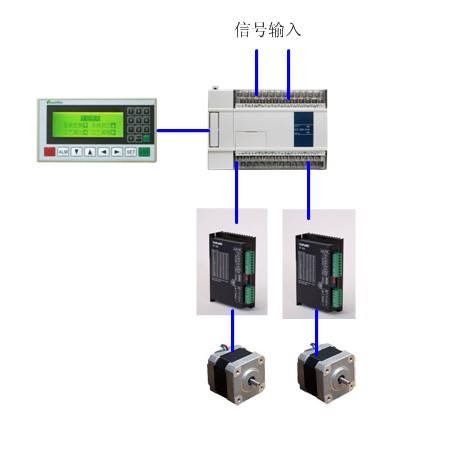
1、系統硬件的構成
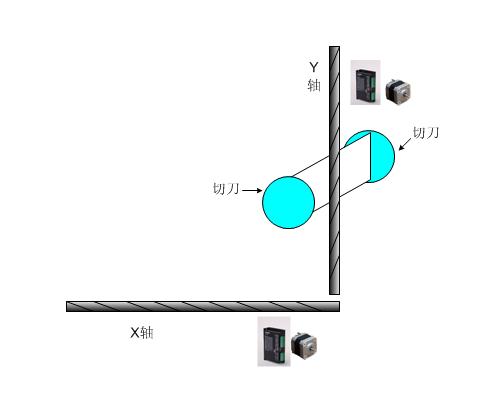
如圖所示,兩臺步進電機分別控制X、Y軸,利用信捷XCM PLC的圓弧插補指令使X、Y軸配合,走出圓弧軌跡,切刀在工作臺上安裝的相對距離決定了切刀切出的板材的寬度。
2、工藝難點
技術難點:
1)加工圓弧半徑大,XY軸絲桿螺距相差大,配置脈沖率和分辨率有一定的難度,設置不合適,數據計算容易溢出。
2)由于電機負載大,電機易失步或過沖。
3)回機械原點速度不能太快。
4)由于被加工圓弧木板為橢圓,所以不能直接用圓弧插補切割橢圓,否則木板不能被鋸透。
3、控制方案
本方案采用了的運動控制型PLC XCM,它有著高速的指令運算、內置了3路200kHZ的高速脈沖輸出、本體支持運動控制指令圓弧插補等、無需另加任何模塊、RS232、485兩種串口,方便各種上位機監控、強大的外部中斷功能為客戶大大節省了電氣成本。
針對以上難點,對于脈沖率和分辨率的設置,我們采取縮小分辨率的倍率的方法,以減小運算數值,防止計算溢出。(比如脈沖率是2400,分辨率是 10000,在設置參數時,將分辨率減小10倍,設為1000,這樣單位脈沖數增加了10倍,我們在設置物理量時就相應減小10倍,如設置運行1000毫 米,只需在相應的寄存器里設置100即可)。 為了保證電機不失步或過沖,需要將加減速時間設置長一點,驅動器電流調大(注意,電流調的過大,電機容易發熱)。在進行圓弧插補前先進行直線切割,然后再進行圓弧切割,從而解決了直接圓弧切割切不透的問題。
在定位運動控制中,回機械原點對于控制精度是十分重要的。而一些機械電機負載大,原點信號只有一個,控制對象是步進電機,沒有Z相信號輸出,并且回原點要 求快速,這樣的情況,傳統的回原點方式達不到控制要求。我們的指令中針對這種情況回原點的方式只有舊的ZRN,但內部加減速時間設置不起作用,最后用 DRVZ這條指令,問題得到了解決。
